“Digital Twins: Revolutionizing Manufacturing from Design to Decommissioning
Artikel Terkait Digital Twins: Revolutionizing Manufacturing from Design to Decommissioning
- Problem Management: Unearthing The Root And Preventing Recurrence
- Software-Defined Networking (SDN): The Future Of Network Control
- The Rise Of The Digital Assistant: From Science Fiction To Everyday Reality
- The Future Is Now: Understanding And Embracing IPv6
- The Rise Of Specialized Silicon: Exploring The Landscape Of AI Hardware
Table of Content
Video tentang Digital Twins: Revolutionizing Manufacturing from Design to Decommissioning
Digital Twins: Revolutionizing Manufacturing from Design to Decommissioning

The manufacturing industry is undergoing a dramatic transformation, driven by advancements in technologies like the Internet of Things (IoT), Artificial Intelligence (AI), and cloud computing. At the forefront of this revolution is the concept of the Digital Twin, a virtual representation of a physical asset, process, or system, continuously updated with real-time data. This powerful tool is reshaping how manufacturers design, operate, optimize, and maintain their operations, leading to significant improvements in efficiency, productivity, and sustainability.
What is a Digital Twin?
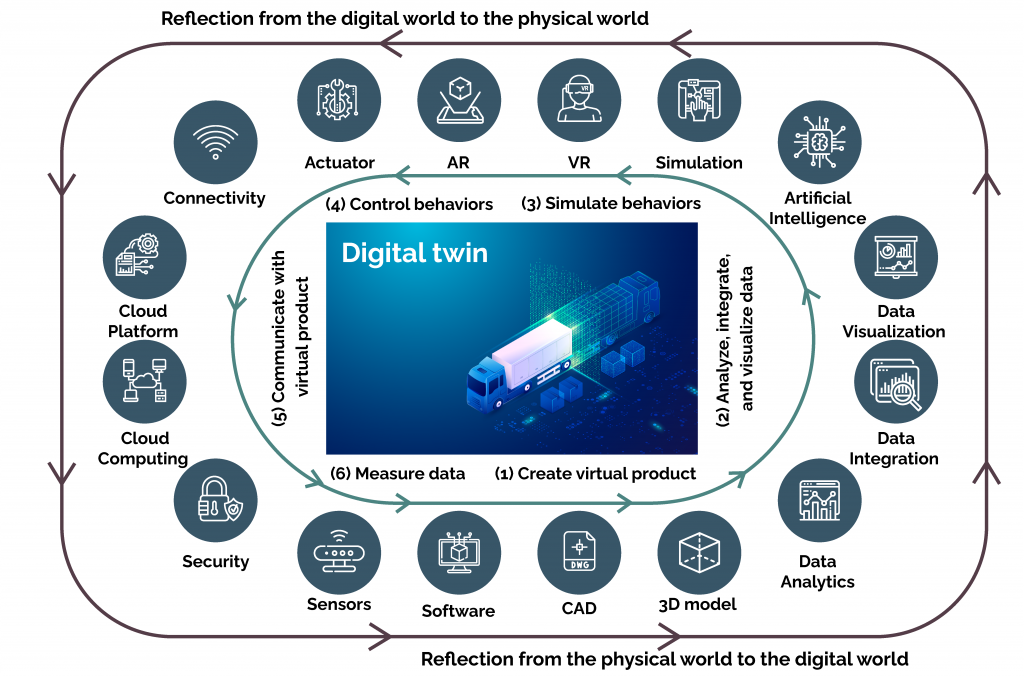
Imagine having a perfect, virtual replica of your factory, a specific machine, or even an entire supply chain. This is essentially what a Digital Twin provides. It’s a dynamic, virtual model that mirrors the real-world counterpart, constantly evolving as new data is collected from sensors, historical records, and simulations. This data is used to update the Digital Twin, allowing manufacturers to:
- Visualize: Gain a comprehensive understanding of the physical asset’s current state and performance.
- Simulate: Test different scenarios and predict future behavior without impacting the real-world system.
- Analyze: Identify potential issues, optimize performance, and predict maintenance needs.
- Control: Remotely monitor and control the physical asset based on insights derived from the Digital Twin.
The Evolution of Digital Twins in Manufacturing

The concept of Digital Twins has been around for several decades, but its practical application in manufacturing has only recently become feasible due to advancements in technology. Here’s a brief overview of its evolution:
- Early Stages (Pre-2000s): The initial concept focused primarily on product design and simulation, often used in aerospace and automotive industries. These early "twins" were largely static and lacked real-time connectivity.
- Emergence of IoT (2000s): The rise of IoT devices and sensors enabled the collection of real-time data from physical assets, paving the way for more dynamic and accurate Digital Twins.
- Cloud Computing and Big Data (2010s): Cloud platforms provided the necessary infrastructure for storing and processing vast amounts of data generated by IoT devices. This, coupled with advancements in big data analytics, enabled more sophisticated analysis and predictive capabilities.
- AI and Machine Learning (Present): The integration of AI and machine learning algorithms has further enhanced the capabilities of Digital Twins, enabling them to learn from data, predict future performance, and automate decision-making.

Applications of Digital Twins in Manufacturing
The applications of Digital Twins in manufacturing are vast and continue to expand. Here are some key areas where they are making a significant impact:
- Product Design and Development: Digital Twins allow manufacturers to virtually test and refine product designs before physical prototypes are built. This reduces development time, lowers costs, and improves product quality. By simulating different operating conditions and user scenarios, manufacturers can identify potential design flaws and optimize product performance.
- Process Optimization: Digital Twins can model entire manufacturing processes, allowing manufacturers to identify bottlenecks, optimize workflows, and improve overall efficiency. By simulating different scenarios, they can determine the optimal settings for machines, identify areas for automation, and reduce waste.
- Predictive Maintenance: By analyzing real-time data from sensors embedded in equipment, Digital Twins can predict when maintenance is required, preventing costly downtime and extending the lifespan of assets. This proactive approach to maintenance reduces the risk of unexpected failures and optimizes maintenance schedules.
- Supply Chain Management: Digital Twins can be used to model entire supply chains, providing real-time visibility into inventory levels, transportation routes, and potential disruptions. This allows manufacturers to optimize their supply chains, reduce costs, and improve responsiveness to changing market demands.
- Factory Optimization: Digital Twins can simulate the entire factory environment, allowing manufacturers to optimize layouts, improve energy efficiency, and enhance worker safety. By visualizing the factory floor and simulating different scenarios, they can identify potential hazards and optimize workflows.
- Remote Monitoring and Control: Digital Twins enable manufacturers to remotely monitor and control their operations, regardless of location. This is particularly valuable for managing geographically dispersed assets or responding to unexpected events. Remote monitoring and control can reduce the need for on-site personnel and improve operational efficiency.
- Training and Simulation: Digital Twins can be used to create realistic training simulations for operators and maintenance personnel. This allows them to practice operating equipment and performing maintenance tasks in a safe and controlled environment, improving their skills and reducing the risk of errors.
Benefits of Implementing Digital Twins
The benefits of implementing Digital Twins in manufacturing are numerous and can significantly impact a company’s bottom line. Some key benefits include:
- Reduced Costs: By optimizing processes, predicting maintenance needs, and reducing waste, Digital Twins can help manufacturers significantly reduce their operating costs.
- Improved Efficiency: Digital Twins enable manufacturers to streamline their operations, optimize workflows, and improve overall efficiency.
- Enhanced Productivity: By reducing downtime, optimizing production processes, and improving worker performance, Digital Twins can help manufacturers increase their productivity.
- Increased Product Quality: Digital Twins allow manufacturers to identify and address potential design flaws early in the development process, leading to higher quality products.
- Faster Time to Market: By streamlining the product development process and reducing the need for physical prototypes, Digital Twins can help manufacturers bring new products to market faster.
- Improved Decision-Making: Digital Twins provide manufacturers with real-time data and insights that enable them to make more informed decisions.
- Enhanced Sustainability: By optimizing energy consumption, reducing waste, and improving resource utilization, Digital Twins can help manufacturers reduce their environmental impact.
- Increased Safety: By identifying potential hazards and simulating different scenarios, Digital Twins can help manufacturers improve worker safety.
Challenges in Implementing Digital Twins
While the benefits of Digital Twins are significant, there are also challenges associated with their implementation. Some key challenges include:
- Data Integration: Integrating data from disparate sources can be complex and time-consuming. Manufacturers need to ensure that data is accurate, consistent, and readily accessible.
- Data Security: Protecting sensitive data from cyber threats is crucial. Manufacturers need to implement robust security measures to protect their Digital Twins and the data they contain.
- Skills Gap: Implementing and managing Digital Twins requires specialized skills in areas such as data analytics, simulation, and IoT. Manufacturers may need to invest in training and development to bridge the skills gap.
- Cost: Implementing Digital Twins can be expensive, particularly for complex systems. Manufacturers need to carefully assess the costs and benefits before investing in this technology.
- Scalability: Scaling Digital Twins to accommodate growing operations can be challenging. Manufacturers need to ensure that their Digital Twins are scalable and can handle increasing volumes of data.
- Interoperability: Ensuring that Digital Twins can interoperate with other systems is crucial. Manufacturers need to adopt open standards and protocols to facilitate interoperability.
The Future of Digital Twins in Manufacturing
The future of Digital Twins in manufacturing is bright. As technology continues to advance, Digital Twins will become even more powerful and versatile. Some key trends shaping the future of Digital Twins include:
- Increased Adoption of AI and Machine Learning: AI and machine learning will play an increasingly important role in enhancing the capabilities of Digital Twins. They will enable Digital Twins to learn from data, predict future performance, and automate decision-making.
- Greater Integration with AR/VR: Augmented Reality (AR) and Virtual Reality (VR) will be used to visualize and interact with Digital Twins in more immersive ways. This will allow operators and maintenance personnel to gain a better understanding of the physical assets they are working with.
- Edge Computing: Edge computing will enable Digital Twins to process data closer to the source, reducing latency and improving responsiveness. This is particularly important for applications that require real-time control.
- Digital Thread: The concept of the Digital Thread, which connects all aspects of the product lifecycle, will become more prevalent. Digital Twins will play a key role in the Digital Thread, providing a single source of truth for all information related to a product or asset.
- Expansion into New Industries: Digital Twins are currently being used in a variety of industries, including aerospace, automotive, and manufacturing. In the future, they are expected to expand into new industries such as healthcare, energy, and agriculture.
FAQ: Digital Twins in Manufacturing
Q: What are the key components of a Digital Twin?
A: A Digital Twin typically consists of three key components: the physical asset, the virtual representation (the twin itself), and the data connection between the two. This data connection allows for real-time updates and synchronization between the physical and virtual worlds.
Q: How much does it cost to implement a Digital Twin?
A: The cost of implementing a Digital Twin can vary widely depending on the complexity of the system, the number of assets being modeled, and the level of detail required. It’s essential to conduct a thorough cost-benefit analysis before investing in this technology.
Q: What are the key skills needed to work with Digital Twins?
A: Key skills include data analytics, simulation modeling, IoT technologies, cloud computing, and programming. A strong understanding of the manufacturing process is also essential.
Q: How can I get started with Digital Twins in my manufacturing operation?
A: Start by identifying a specific use case where a Digital Twin can provide significant value. Then, select a platform and technology that aligns with your needs and budget. Begin with a small-scale pilot project to demonstrate the benefits and gain experience before scaling up.
Q: What are the ethical considerations of using Digital Twins?
A: Ethical considerations include data privacy, security, and transparency. It’s important to ensure that data is used responsibly and ethically, and that all stakeholders are aware of how their data is being used.
Conclusion
Digital Twins are revolutionizing the manufacturing industry, offering unprecedented opportunities to optimize operations, improve efficiency, and reduce costs. While there are challenges associated with their implementation, the benefits are undeniable. As technology continues to advance, Digital Twins will become even more powerful and versatile, transforming the way manufacturers design, operate, and maintain their operations. By embracing this transformative technology, manufacturers can gain a competitive edge and thrive in the increasingly digital world.
